关键词 |
直流高压电机修理,高压电机修理电话,潮州高压电机修理,从事高压电机修理 |
面向地区 |
全国 |
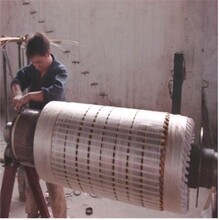
电机定子、转子在经去尘(一般经高压水枪冲洗)后进入烘箱内烘烤,降温后确定是小修还是大修电机。高压电机小修时有一套小修提出线圈工具,转子导条线之弯弧工具,定子线圈机芯内的热压工具,类似小工具很多,需自制,关键是技术与经验要结合。怎样不损坏原线圈是关键。取出线圈重新加工费时费力,能否对旧线圈改造是节省时间的关键(一般高压电机所用的丝包线采购周期为1~2周,这就贻误了修理时间,这些重要问题需要在跟班学习中掌握)。
电机生产厂家批量生产电机时,要购真空浸漆设备,该设备由厂家提供。一般修理厂家利用电加热棒加热定子至一定温度后翻转,定子口朝上进行双面灌漆。灌漆时底部有盛漆装置。灌完漆需待两小时以上再放入烘箱,先低温烘三个小时,再高温烘18小时。累计24小时后出炉。目的是固化线棒绝缘与槽内外导线绝缘,以防震动破坏绝缘结构。请除定子内腔中的残漆即可装配。
在电机轴和负载轴之间加入叶轮,调节叶轮之间液体(一般为油)的压力,达到调节负载转速的目的。这种调速方法实质上是转差功率消耗型的做法,其主要缺点是随着转速下降效率越来越低、需要断开电机与负载进行安装、维护工作量大,过一段时间就需要对轴封、轴承等部件进行更换,现场一般较脏,显得设备档次低,属淘汰技术。
将异步电机部分转子能量回馈至电网,从而改变转子滑差实现调速,这种调速方式采用可控硅技术,需要使用绕线式异步电动机,而如今工业现场几乎都采用鼠笼式异步电动机,更换电机非常麻烦。这种调速方式的调速范围一般在70%-95%左右,调速范围窄。可控硅技术容易造成对电网的谐波污染;随着转速的降低,电网侧功率因数也变低,需要采取措施补偿。其优点是变频部分容量较小,比其他高压交流变频调速技术成本稍低。
电动机受潮应怎样干燥?
若有条件好将受潮电机送至修理部干燥;若无条件也可自行处理,将电机接上220V单相电源(即电机三根进线接上单相火线,另三根出线接上零线),若轻微受潮烘两个小时即可,若受潮较严重需烘一至两天。烘好使用前,用兆欧表测其绝缘电阻,不低于0.5MΩ就可正常使用。
电动机超载怎样处理?
将传动皮带除去,用手转动被带动的机器主轴,看主轴转动是否灵活。若不能灵活转动,则应找出原因并维修;若能灵活转动说明原因不在此,那应调节配套设备,减小水泵流量或风机风量或进料设备的进量等,以此来减小电动机的负载。
由于定子、转子之间的电磁力作用,斜槽时更有轴向电磁力分量以及轴向尺寸有加工、装配的积累误差等,电机运行时总有一些轴向窜动。如采取措施不当,就会出现低频“嗡嗡”声,并时大时小。在轴向加弹簧元件(如波形弹簧片),可以减少“嗡嗡”声,使声级稳定。还可以明显降低振动。但需指出,只有在轴承合格,其它装配条件正确及弹性元件弹性稳定时,才能达到预期的效果。
轴承装配质量对电机噪声影响甚大,可相差5-10dB.装配时要选择合适规格的润滑脂;注意装配时的纯洁度,不能混入铁末、细砂、灰尘等杂物;润滑脂的充填量要合适;轴承放入轴承室时要用手推,切忌锤击。此外,电机同轴度的各止口的精度及安装也正确,否则转子歪斜也会影响轴承的工作游隙。
造成绕组短路的原因
(1)电动机长期在过负载下运行,绕组中电流长期过大,使绝缘老化焦脆,失去绝缘作用,或受到震动而开裂脱落。
(2)绕组绝缘受潮,未经烘干即直接接入电源,电源电压致使绝缘击穿。
(3)定子绕组的线圈组之间连接线或引出线的绝缘不良或被击穿损坏,或者因接线时粗心大意,把一个或几个线圈短接了。
(4)因嵌线操作不小心,将电磁线外层的绝缘物擦破或焊接引线时,温度高,碰触端盖,构成短路。
(5)因装配操作不小心,将电磁线外层的绝缘层碰破,构成短路。
(6)绕组端部或双层绕组的槽内相间绝缘没有垫好,或击穿损坏。
(7)绕组端部过长,碰触端盖,构成短路。
(8)电机内有弹垫、平衡垫,构成匝间短路。

全国高压电机修理热销信息