服务项目 |
干冰清洗机配件,干冰清洗机零件,干冰机配件,干冰机维修 |
面向地区 |
材质 |
干冰清洗 |
|
品牌 |
胜明DS02 |
注塑模具如何清洗[?模具经过高温和高压后,难免会遇到生锈的现象,注塑模具生锈原因有冷却水回潮,熔料分解的气体腐蚀等,平时涂抹润滑油也会产生油垢,这些污垢在模具表面堆积,也会影响生产的产品质量,所以对模具的清洗是关键,可以采用干冰清洗方式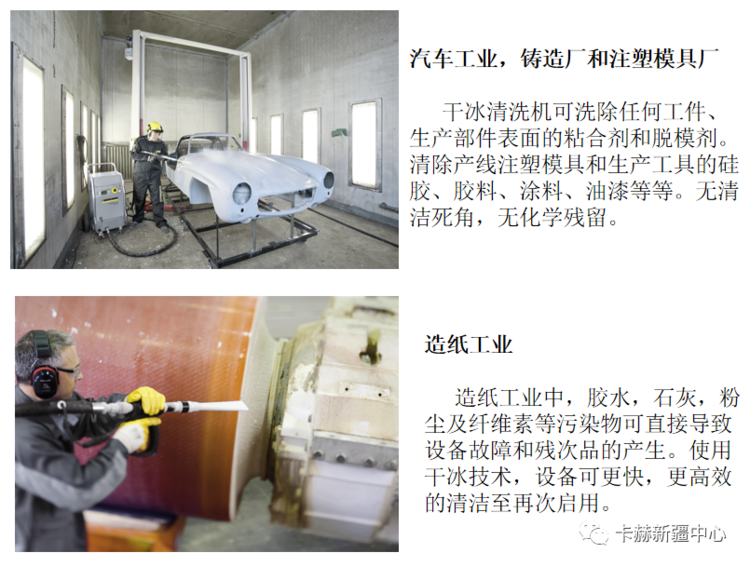 注塑制品毛刺过大原因分析
注塑制品毛刺过大原因分析
毛刺主要发生在分割表面,即动态模具与静态模具之间、滑块滑动部分、镶嵌间隙、顶杆孔流入熔化材料,在零件上形成多余的飞边毛刺;这种飞边毛刺在成型过程中起杠杆作用,进一步增加飞边毛刺,导致模具局部凹陷,形成恶性循环。所以,如果一开始发现产生了飞边毛刺,就尽早修整模具。毛刺产生有几种原因:
1.锁模力不足。与成型零件的投影面积相比,如果锁模力小,由于注射压力的作用,静态模具之间会出现间隙,必然会出现飞边毛刺;特别是当侧浇口放置在零件中心附近的孔上时,由于成型浇口需要较大的注射压力,容易出现毛刺;降低注射压力或提高锁模力可以消除这一缺陷。如果根据具体情况使用流动性好的塑料,有时会非常有效。
2.模具局部配合不严格。,我们讨论了动静模合模不严的问题。虽然模具本身合模严密,但由于模具平行度差或锁模装置调整不良,左右两侧锁模不平衡,即左右两侧只右两侧锁模不平衡,即左右两侧只有一侧锁紧,另一侧不粘贴。此时,调整拉杆(两根或四根切割机)以平衡展开。其次,由于模具本身研制不良,密封不严密,特别是当制件中心有成型孔时,由于这部分的支撑作用,锁模力不足时容易出现毛刺。此外,还有滑动芯。由于沿动芯是动作机构,经常产生毛刺,因此滑动芯的配合非常重要。尤其是对左右分型的哈夫模,其侧面的投影面积也受成型压力作用,如果设计很不能承受这个压力也常会出现毛刺;关于镶件缝隙和顶杆孔隙,不仅会产生毛刺恶性循环增大的现象,而且还会增大顶出阻力。
3.模具挠曲引起,如果模具原度不足,受注射压力作用将产生挠曲,这时若中心附近有孔,孔的周边就会产生毛刺;还有利用中心孔开侧浇口时,孔和浇道周边也会产生毛刺。这种原因产生的毛刺,是由模具制作不良造成的,所以较难修理。采取补强模具,可使毛刺减小。
4.塑料流动性过好
仅仅因为塑料流动性太好,理论上不是毛刺的原因,但当塑料流动性太好,甚至细间隙塑料也可以钻进去,所以容易出现毛刺,消除毛刺,可以降低熔体温度或注射压力,也可以降低模具温度或注射速度
5.注入熔料过多
这也不是产生毛刺的直接原因。为了防止缩孔而注入过多熔料的作法是错误的,应采取增加注射时间或保压时间来成型(参照缩孔)。
6. 模具表面有异物
模具合模面上有异物,必然会产生毛刺。解决这个问题,显然应清扫于净模具表面,使合模面密贴即可。 干冰清洗的优势
干冰清洗的优势
干冰清洗是非研磨性的,不会造成模具表面的破坏。
干冰喷射消除了使用研磨性手动工具,大大减少了清洗过程。
干冰清洗不会产生有害化学物质,没有对人体的伤害。
干冰清洗不会产生水和其他残留物质,不需要二次处理。
干冰清洗技术可成功清除各种类型表面上的油漆,碳,污染,烟尘,霉菌和其他类型的污染物
最近来访记录