





关键词 |
周边高压电机修理,高压电机修理厂家,山东高压电机修理,高压电机修理步骤 |
面向地区 |
全国 |
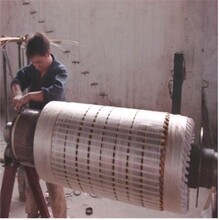
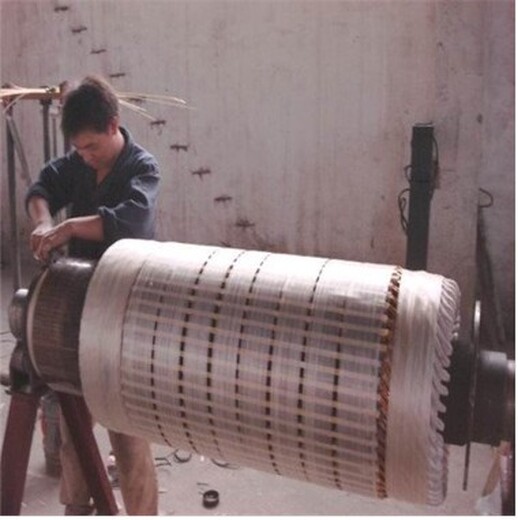
电机生产厂家批量生产电机时,要购真空浸漆设备,该设备由厂家提供。一般修理厂家利用电加热棒加热定子至一定温度后翻转,定子口朝上进行双面灌漆。灌漆时底部有盛漆装置。灌完漆需待两小时以上再放入烘箱,先低温烘三个小时,再高温烘18小时。累计24小时后出炉。目的是固化线棒绝缘与槽内外导线绝缘,以防震动破坏绝缘结构。请除定子内腔中的残漆即可装配。
电动机受潮应怎样干燥?
若有条件好将受潮电机送至修理部干燥;若无条件也可自行处理,将电机接上220V单相电源(即电机三根进线接上单相火线,另三根出线接上零线),若轻微受潮烘两个小时即可,若受潮较严重需烘一至两天。烘好使用前,用兆欧表测其绝缘电阻,不低于0.5MΩ就可正常使用。
轴承在制造时有一个原始的径向游隙,这由制造厂决定。轴承装入电机后,因轴承内、外圈与轴承档及轴承室有一定的配合公差,使轴承产生径向变形,引起游隙减小,故运行时另有一个工作游隙。试验研究表明:当工作游隙为10um左右时,对噪声来说是佳值。过大了会使振动加大,过小了则使噪声加大。工作游隙与原始游隙的差值主要与轴承内圈与轴承档之间的配合类别及轴承档加工精度有关。