






关键词 |
达州汽轮机现场动平衡,工业汽轮机现场动平衡,承接汽轮机现场动平衡,工业汽轮机现场动平衡 |
面向地区 |
全国 |
现场平衡服务
各类机器所使用的平衡方法较多,例如单面平衡常使用平衡架,双面平衡使用各类动平衡试验机。衡精度太低,平衡时间长,动平衡试验机虽能较好地对转子本身进行平衡,但是对于转子尺寸相差较大时,往往需要不同规格尺寸的动平衡机,而且试验时仍需将转子从机器上拆下来,这样明显是既不经济,也十分费工(如大修后的汽轮机转子)。特别是动平衡机无法消除由于装配或其它随动元件引发的系统振动。使转子在正常安装与运转条件下进行平衡通常称为“现场平衡”。
现场平衡不但可以减少拆装转子的劳动量,不再需要动平衡机;同时由于试验的状态与实际工作状态二致,有利于提高测算不平衡量的精度,降低系统振动。国际标准ISOl940一1973(E)“刚体旋转体的平衡精度”中规定,要求平衡精度为G0.4的精密转子,使用现场平衡,否则平衡毫无意义。现代的动平衡技术是在本世纪初随着蒸汽透平的出现而发展起来的。随着工业生产的飞速发展,旋转机械逐步向精密化、大型化、高速化方向发展,使机械振动问题越来越。机械的剧烈振动对机器本身及其周围环境都会带来一系列危害。虽然产生振动的原因多种多样,但普遍认为“不平衡力”是主要原因。据统计,有50%左右的机械振动是由不平衡力引起的。因此,有必要改变旋转机械运动部分的质量,减小不平衡力,即对转子进行平衡。 造成转子不平衡的因素很多,例如:转子材质的不均匀性,联轴器的不平衡、键槽不对称,转子加工误差,转子在运动过程中产生的腐蚀、磨损及热变形等。这些因素造成的不平衡量一般都是随机的,无法进行计算,需要通过重力试验(衡)和旋转试验(动平衡)来测定和校正,使它降低到允许的范围内。应用广的平衡方法是工艺平衡法和整机现场动平衡法。作为整机现场动平衡技术的一个重要分支,在线动平衡技术也正处于蓬勃发展之中,很有前途。由于工艺平衡法是起步早的一种经典动平衡方法。
现场平衡概念和必要性
常用机械中包含着大量的作旋转运动的零部件,例如各种传动轴、主轴、电动机和汽轮机的转子等,统称为回转体。在理想的情况下回转体旋转时与不旋转时,对轴承产生的压力是一样的,这样的回转体是平衡的回转体。但工程中的各种回转体,由于材质不均匀或毛坯缺陷、加工及装配中产生的误差,甚至设计时就具有非对称的几何形状等多种因素,使得回转体在旋转时,其上每个微小质点产生的离心惯性力不能相互抵消,离心惯性力通过轴承作用到机械及其基础上,引起振动,产生了噪音,加速轴承磨损,缩短了机械寿命,严重时能造成破坏性事故。为此,对转子进行平衡,使其达到允许的平衡精度等级,或使因此产生的机械振动幅度降在允许的范围内。
转子动平衡和衡的区别
1、在转子一个校正面上进行校正平衡,校正后的剩余不平衡量,以转子在静态时是在许用不平衡量的规定范围内,为衡又称单面平衡。
2、动平衡在转子两个校正面上同时进行校正平衡,校正后的剩余不平衡量,以转子在动态时是在许用不平衡量的规定范围内,为动平衡又称双面平衡。
磨床等机床现场动平衡
磨床是精密机械加工的工作母机,为了适应日趋精密的工作精度需求及不断追求的率和低成本的目标,全球的磨床制造业不懈地致力于:提高机床的几何精度,刚性和性能稳定性。 众所周知,砂轮是磨床的必要工具。想要让砂轮磨削出准确的尺寸和光洁的表面,防止磨削过程中的振动。砂轮的结构是由分布不均的大量颗粒组成,先天的不平衡无法避免,这必然会引起一定的偏心振动。而砂轮安装的偏心度、砂轮的厚度不均、主轴的不平衡及砂轮对冷却液的吸附等,会使振动更加。这些振动不仅仅影响到磨床的加工质量,还会降低磨床的主轴寿命、砂轮寿命,增加砂轮修正次数及修整金刚石的消耗等。
不平衡的类型 造成转子不平衡的具体原因很多,按发生不平衡的过程可分为原始不平衡、渐发性不平衡和突发性不平衡等几种情况。现场都可消除。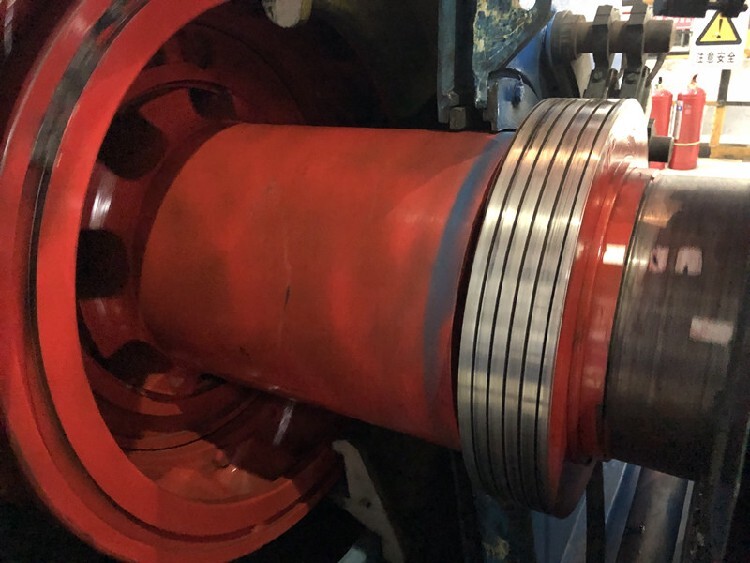
现场动平衡
现场动平衡是振动测试的重要内容,同时它也是一个很有实际意义的问题。任何一种平衡理论都有精良的测量技术为物质基础。长期以来,现场动平衡都是以轴承座的振动为依据。但是,质量不平衡是一个与转子直接有关的问题,因此转子的不平衡响应一般说来应比轴承座或机壳上更为敏感。所以结合转子的振动测量进行动平衡,从而提髙平衡精度,减小停机和加重次数应是振动测试工作研究的重要内容。
1、振动的时域波形近似为正弦波;
2、频谱图中一倍频为主要频率;
3、振幅随着转速的而;
4、当工作转速一定时,相位稳定;
5、转子的轴心轨迹为椭圆;
6、从轴心轨迹观察其进动特征为同步正进动。 的条件 只有具有不平衡故障的设备才可以实施的现场平衡校验,能进行多次在工作转速范围内的起动运转,能在转子上进行校正平衡配重工作。
7、 初步判断振动的原因
8、初步确定平衡的方案(单,双面)
9、确定测点安装振动传感器(轴承位置)
10、准备好配重的工具,如风机(配重块、电气焊等),汽轮发电机用动平衡块。
广东**水泥余热电厂
检修内容:汽轮机振动大
处理问题:汽轮机18MW,额定转速2#轴承振动70 um左右,3#轴承振动90 um左右,整体过程有多个临界振动在130 um左右,因振动超标无法带负荷。
内容:3000r/min定速振动大,转速到2300r/min后振动持续上升,随转速升高振动大幅攀升。通过分析1X、2X、3X、轴心轨迹等分析,主要成分还是基频振动,分析确定是有转子动不平衡造成,停机确定相位及配重质量后在发电机前后端盖处各配重,启动汽轮机开机,3000r/min定速振动全在优良范围内运行,2#轴承振动19um左右,3#轴承振动17 um左右,振动消除。
现场消除动平衡配重效果:振动在优良范围内运行。












